
komora próżniowa prod. Trinos GmbH (grupa Pfeiffer Vacuum)
Oferujemy komory próżniowe standardowe: sferyczne, walcowe horyzontalne i pionowe, prostopadłościenne. Wszystkie mogą być w wykonaniu HV i UHV. Dostępne są również wykonania komór zgodnie z wymaganiami specjalnymi Klientow.
Standardowe komory próżniowe TrinosLine™:
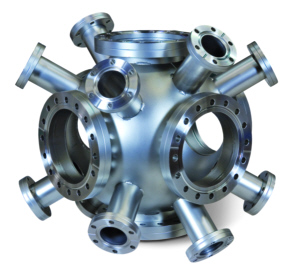
- komory próżniowe sferyczne
- komory próżniowe walcowe poziome (horyzontalne) i pionowe
- komory próżniowe prostopadłościenne (kubiczne)
- komory modularne
W przypadku każdej z komór na etapie zamówienia uzgadniane są położenia niezbędnych portów i przyłączy próżniowych a także drzwi, wzierników, półek i stolików wewnętrznych itp.
Komory wykonywane są standardowo ze stali nierdzewnej 1.4301/304 (przyłącza ISO-K, ISO-KF, ściany komory) lub 14307/304L dla flanszy CF. Dostępne są również wykonania z innych materiałów takich jak stale austeniczne specjalne czy aluminium. W przypadku konieczności wygrzewania komór powyżej 950 °C i/lub zapewnienia minimalnych współczynników odgazowania możliwe jest zastosowanie stali nierdzewnej 1.4429/316LN ESR. Na zamówienie dostarczamy certyfikaty materiałowe.
Powierzchnie zewnętrzne i wewnętrzne komór TrinosLine™ są szkiełkowane. Jeśli istnieje konieczność wykończenie powierzchni może następować przez piaskowanie, elektropolerowanie, wytrawianie i pasywację chemiczną lub wygrzewanie w próżni.
Przykładowe wykonania



Komory próżniowe specjalne TrinosLine
Komory próżniowe wykonywane na specjalne zamówienia pod konkretny projekt.
Komory próżniowe TrinosLine™ można wyposażać na wiele sposobow. Spośród dostępnych opcji są m.in.
- elementy chłodzenia wodnego (np. system wężownic, podwójne ściany itp.)
- elementy wygrzewania
- ramy montażowe
- wyposażenie wnętrza komory (stoły pomiarowe, optyczne, półki, uchwyty itp.)
- zawory próżniowe, systemy dozowania gazów, zaślepki, zawory bezpieczeństwa, przepusty próżniowe
- montaż komory w warunkach o podwyższonej czystości (cleanroom)
- dobór odpowiednich układów pompowych i do pomiaru próżni
Każda komora przed dostawą do Klienta podlega rygorystycznym kontrolom i testom jakościowym w tym:
- test ciśnieniowy i badanie spoin za pomocą penetrantow
- badanie szczelności metodą helową integralną
- kontrola wymiarów za pomocą maszyny wspołrzędnościowej CMM
- analiza składu atmosfery (metoda RGA)
- testy izolacji elektrycznych
- sprawdzanie spoin promieniowaniem rentgenowskim






